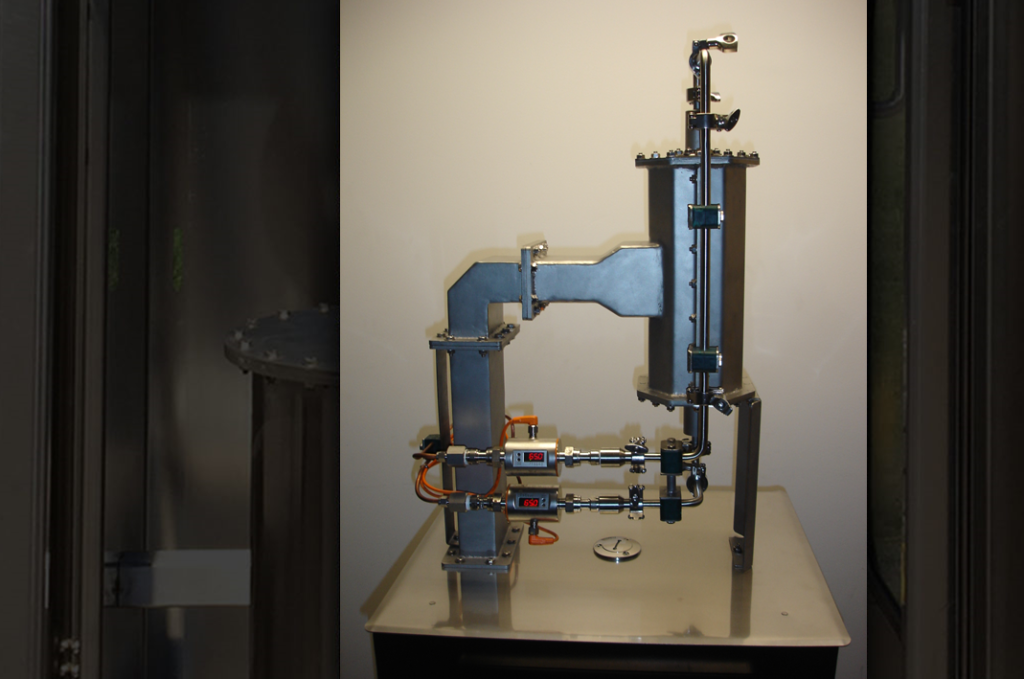
IMS utilizes its Industrial Microwave Chemical Heating Systems and technology to provide improvements to the chemical processing industry. Uniformity of heating with precise temperature control is important to many industries. However, nowhere is it more important than in the chemicals industry. In this marketplace, uniformity and control correlate directly with improved quality, higher yields, and lower costs. IMS develops various types of systems used for chemicals processing. Our planar and cylindrical technology are both proven methods of industrial microwave chemical heating.


Benefits of IMS Technology
IMS technology creates uniform energy distribution throughout an exposure region, providing the following benefits:
- Uniformity of temperature means better yields, also more consistent quality
- Microwave heating is up to 50% more efficient than heating by conventional methods
- High energy density enables material to be heated quickly in a very short exposure region utilizing minimal floor space in the plant while dramatically reducing production time
- Precise temperature control, via instantaneously variable power control, allows the process to run at the exact temperature required without fluctuations up and down, which are common in conventional systems as they overshoot and undershoot the preset temperature
Industrial Microwave Chemical Heating: Case Studies
Drying
IMS was contracted by a foam manufacturer to provide total microwave drying of continuously poured hydrophilic polyurethane foam to a final moisture of less than 2%. The IMS system needed to overcome the difficulties of conventionally drying absorbent foam, including slow drying speeds, a long dryer footprint, inefficient use of and lack of control over fossil fuel-based ovens, and off-quality issues due to skinning, blistering, scorching, and discoloration.

IMS installed a 100 kW, 915 MHz Microwave System. Its use resulted in a 250% increase in drying speed. In addition, the system operated in a footprint of only 18 feet, achieving 96% absorption efficiency of the microwave energy generated and a total system efficiency of 81% when calculated from the raw electricity entering the facility. Uniform, volumetric microwave heating also eliminated skinning, blistering, scorching, and discoloration. Overall, the payback for the project was approximately eight months.
Heating
IMS was contracted to pre-heat an epoxy resin from 50° C to 180°C prior to extrusion for a Fortune 50 global chemical manufacturer. The customer required the system to pre-heat while also maintaining a final product specification within existing quality ranges. The existing challenges facing the customer stemmed from the difficulties of conventional heating through a tubular heat exchanger, such as:

- Low-volume throughput
- High volume of catalyst required
- Wide ranging variation in final product quality
- High maintenance costs as a result of needing to clean 200 feet of heat exchanger
- Frequent shut down of the production line due to solidification of the epoxy in the heat exchanger resulting from the lack of temperature control
IMS installed a 100 kW, 915 MHz system that enabled a 130°C change in temperature in less than two seconds through a microwave exposure region of less than three feet. This resulted in an ideal, consistent, final product quality and the doubling of throughput while reducing production line shut-downs and maintenance costs generating a payback of less than six months.

Applications and Processes for Industrial Microwave Chemical Heating

Our systems are beneficial in various chemical applications and processes, including:
- Drying
- Curing
- Heating
- Reacting
- Sintering
- Catalyzing
- Extractions
- Sterilization
- Calcinations
Common Products
IMS chemical heating microwave systems succesfully treat products such as:

- Inks
- Resins
- Foams
- Plastics
- Binders
- Coatings
- Polymers
- Pigments
- Adhesives
- Composites
- Fermentation media
To learn more about industrial microwave chemical heating and IMS technology – please contact our R&D team.
We look forward to setting up a discussion about the potential of utilizing microwaves for your products!